A profile bending machine is a machine used to perform cold bending on profiles with different shape and size. Usually the machine is used in the metalworking field to bend profiles like tubes, bars, angles, “T” profiles, “U” profiles and beams.
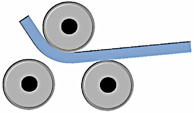
The most important part of the machine are the rolls (normally 3) that apply a combination of forces on the profile, the resultant of which determinates a deformation, along a direction perpendicular to the axis of the profile itself. The profile bending machines can be distinguished by:
• Working principle / Configuration
• Drive
• Dimensions
• Control
• Accessories
Working principle of profile bending machines
The working phases of a section bending machine can be identified as:
1. Loading of the part to be bent: in this phase the profile is insert in between the rolls. The part can be supported if necessary and is not subject to deformation stress.
2. Roll movement in order to achieve the pinching position: during this phase the profile is blocked in between the rolls and can be moved forward and backward rotating the rolls. The pressure exercised is lower than the one necessary to deform the profile.
3. Working phase: in this phase the pressure increases and the deformation of the profile takes place, by translation of the profile and movement of the rolls.
4. Unloading of the profile: the pressure on the profile is eliminated and is increased the space between the rolls, so that the profile can be extracted from the machine.
The working principle has a direct influence on all phases, but mainly on the second and third. It is clear that, in order to load the profile on the machine, a sufficient distance in between the rolls must be present. It is also clear that, in order to block the profile in between the rolls and to apply pressure, it is necessary that this distance is reduced. Une or more rolls must be capable to move in respect to the others.
The machines can be divided, considering the movement possibilities of the rolls in:
• Double pinch machines
• Pyramidal machines
• Single pinch style
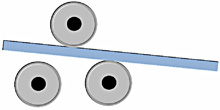
Double pinch machines
In the double pinch profile bending machines the top roll has a fixed position, while the bottom two have the possibility to move and can be moved independently one from the other. This kind of machine is the most flexible, consequently is the one that allow to obtain better performances The possibility to move independently the bottom rolls allow to manage in the best way the pinching and bending operations, permitting to work symmetrically and asymmetrically.
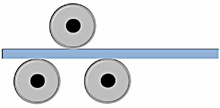
Pyramidal machines
In the pyramidal section bending machines the bottom rolls have fixed positions, while the top one can be moved down. With this kind of machine it is possible to work only in symmetrical way.
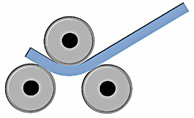
Single pinch machines
In the single pinch angle rolls only one of the bottom rolls can move. With this kind of profile bending machine it is possible to work only in asymmetrical way.
Advantages and disadvantages of different configurations of profile bending machines
The main aspects to be considered to define the advantages of one configuration of section bending machine in respect to another one are:
• Production costs: tube bending machine double pinch style is the most expensive one to be constructed, because there are more movable parts and consequently more components. The profile bending machine pyramidal style and single pinch style have more or less the same production cost.
• Flexibility: angle rolls double pinch style are the most flexible. During operations it is possible to maintain stable the position of the profile at the loading side of the machine and use only the roll at the opposite side to bend the profile. It is possible to operate in this way also in the single pinch style section bending machines, but not on the pyramidal style ones.
• Possibility to execute the pre-bending at the ends of profile: the section bending machines double pinch style can execute the pre-bending on both ends of the profile, while to obtain the same result on the single pinch style angle rolls it is necessary to take out the piece from the machine, turn it and reinsert again from the opposite extremity. With pyramidal style profile bending machines it is not possible to pre-bend the profile.
A profile bending machine is a machine used to perform cold bending on profiles with different shape and size. Usually the machine is used in the metalworking field to bend profiles like tubes, bars, angles, “T” profiles, “U” profiles and beams.
The most important part of the machine are the rolls (normally 3) that apply a combination of forces on the profile, the resultant of which determinates a deformation, along a direction perpendicular to the axis of the profile itself. The profile bending machines can be distinguished by:
• Working principle / Configuration
• Drive
• Dimensions
• Control
• Accessories
Working principle of profile bending machines
The working phases of a section bending machine can be identified as:
 1. Loading of the part to be bent: in this phase the profile is insert in between the rolls. The part can be supported if necessary and is not subject to deformation stress.
1. Loading of the part to be bent: in this phase the profile is insert in between the rolls. The part can be supported if necessary and is not subject to deformation stress.
 2. Roll movement in order to achieve the pinching position: during this phase the profile is blocked in between the rolls and can be moved forward and backward rotating the rolls. The pressure exercised is lower than the one necessary to deform the profile.
2. Roll movement in order to achieve the pinching position: during this phase the profile is blocked in between the rolls and can be moved forward and backward rotating the rolls. The pressure exercised is lower than the one necessary to deform the profile.
 3. Working phase: in this phase the pressure increases and the deformation of the profile takes place, by translation of the profile and movement of the rolls.
3. Working phase: in this phase the pressure increases and the deformation of the profile takes place, by translation of the profile and movement of the rolls.
 4. Unloading of the profile: the pressure on the profile is eliminated and is increased the space between the rolls, so that the profile can be extracted from the machine.
4. Unloading of the profile: the pressure on the profile is eliminated and is increased the space between the rolls, so that the profile can be extracted from the machine.
The working principle has a direct influence on all phases, but mainly on the second and third. It is clear that, in order to load the profile on the machine, a sufficient distance in between the rolls must be present. It is also clear that, in order to block the profile in between the rolls and to apply pressure, it is necessary that this distance is reduced. Une or more rolls must be capable to move in respect to the others.
The machines can be divided, considering the movement possibilities of the rolls in:
• Double pinch machines
• Pyramidal machines
• Single pinch style
In the double pinch profile bending machines the top roll has a fixed position, while the bottom two have the possibility to move and can be moved independently one from the other. This kind of machine is the most flexible, consequently is the one that allow to obtain better performances The possibility to move independently the bottom rolls allow to manage in the best way the pinching and bending operations, permitting to work symmetrically and asymmetrically.
In the pyramidal section bending machines the bottom rolls have fixed positions, while the top one can be moved down. With this kind of machine it is possible to work only in symmetrical way.
In the single pinch angle rolls only one of the bottom rolls can move. With this kind of profile bending machine it is possible to work only in asymmetrical way.
The main aspects to be considered to define the advantages of one configuration of section bending machine in respect to another one are:
• Production costs: tube bending machine double pinch style is the most expensive one to be constructed, because there are more movable parts and consequently more components. The profile bending machine pyramidal style and single pinch style have more or less the same production cost.
• Flexibility: angle rolls double pinch style are the most flexible. During operations it is possible to maintain stable the position of the profile at the loading side of the machine and use only the roll at the opposite side to bend the profile. It is possible to operate in this way also in the single pinch style section bending machines, but not on the pyramidal style ones.
• Possibility to execute the pre-bending at the ends of profile: the section bending machines double pinch style can execute the pre-bending on both ends of the profile, while to obtain the same result on the single pinch style angle rolls it is necessary to take out the piece from the machine, turn it and reinsert again from the opposite extremity. With pyramidal style profile bending machines it is not possible to pre-bend the profile.